BUILT FOR PERFORMANCE.
MADE TO LAST.
Our conveyor chains are designed to handle demanding industrial environments with high load capacity and durability.
Manufactured in compliance with international standards such as DIN, BS, and ANSI, our chains ensure smooth operation, long service life, and minimal maintenance.
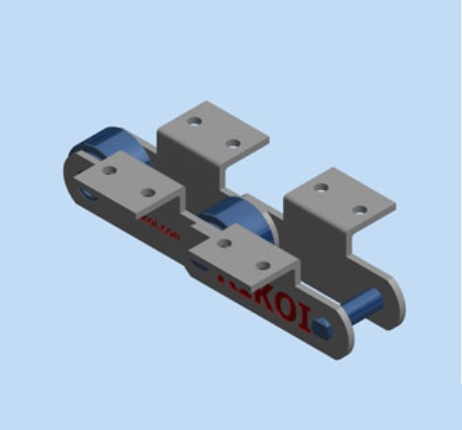
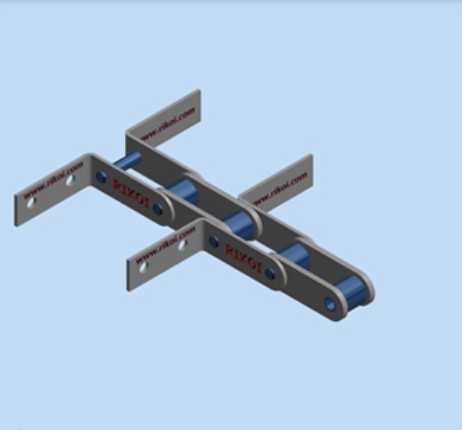
We offer a wide range of configurations, including attachments, rollers, and specialized materials, based on application requirements.